1.ВВЕДЕНИЕ
Stanok «Магнабенд» universaldır, udobnыm və istifadə olunan məhsullar üçün gibki metal siyahıları, müxtəlif tiplər, alüminievlər, möhürlənmiş, sabit siyahılar və nerjaveyuschey stali siyahıları var.
Elektromagnitnaya sistem zajima obespechivaet bolshuyu svobodu for pridaniya zagotovke slojnıx forması.Машина позволяет легко придавать обрабатываемому листу форму глубоких узких желобов, закрытых секций, глубоких ящиков, которые сложно və ya невозможно изготовить на обыкновенном станке.
Unikalnaya sistem krepleniya (şərnirnıe petli) istifadə üçün gibochnoy və suщественным образом расширяется diapazon primeneniya stanka.Forma stoyki stanka (monostoyka) eyni zamanda hərəkət edə bilər.
Prostota ispolzovaniya danngo oborodovaniya obespechivaetsya upravlenie prijiom i ego snyatiaem pri pomoщi prostogo najatia na knopki, legkostyu və tochnostyu prosesləri aradan qaldırır metal siyahıları, avtomatlaşdırılmış parametrləri tənzimləyir.
Nəobходимость для включения рабочего режима дух рук обеспечивает bezopasnost raboty operatora.Использование магнитного зажима означает то, что сгибающее усилие действует на заготовку именно в том месте, откуда оно исходит.Eto, в свою очередь, означает, что зажимающий mexanizm bolee kompakten və udoben in ispolzovanii, poskolku nə lazımsız və dopolnitelnıh, qromozdkih mexanizmləri fiksasiya formaları.(Tolщina prijimnoy lakin osobennostami stanka isklyuchitelno trebovaniyami k intensivnosti maqnit və ya heç bir konstruktiv deyil.)
Spesialnıe bescentrovыe petli (şarniry) razrabotanы xüsusi xüsusi «Magnabend» və razmeщautsya вдоль сгибающей bəlkə və naryadu s prijimnoy balkoy obespechivaeyut qəbul sgibayuschego usilia imenno v tomno meste,.
Kombinrovannыy эffekt elektromaqnitnoho zajima və xüsusi mərkəzin petel delaet stanok «Magnabend» kompaktnыm, udobnыm və v to ya vremya ocheny moщnыm oborudovaniem.
"Magnabend" effektli istifadəsinə görə, "ISPOLЬZОВАНИЕ MAGNABENDD" kateqoriyasına aid olan təlimatları yoxlayın.
2.СБОРКА
Рекомендации по сборке
1.Распакуйте стойку, опоры, и крепеж.
2.Ustanovite oporы na stoyke.Para opor s chernыmi və желтыми лентами должны быть направлены вперед от стойки.(Лицевая сторона та, на которой нет соединительного шва) Длякрепления опор к стойке istifadə edin M10*16.
3.Модели 650Е и 1000Е: установите площадку на передних опора, используя болты М10*16 и шайбы к ним.Podgonka otverstiy üçün krepleniya daha çox, əgər daha çox krepleniya opor k stoyke heç bir problem yoxdur.Bolty M8*20 üçün задних опорах служат выравнивания станка və компенсации неровностей пола.После монтажа площадки затяните все болты.
Model 1250E: Bu modellər üçün bir komplektasiya yoxdur.Она должна быть прикреплена к полу непосредственно перед передними опорами стойки.
4.С помощью ассистента осторожно установать «Магнабенд» ilə стоику və зафиксируйте его болтами M8*16.
650Е və 1000Е Modelləri: Nə zabudьte provesti provoda və osuщestvits soedineniya vnutri stoyki pered tem, necə stano buet on nee ustanovlen.
5.Modeli 650E və 1000E: Snimite заднюю панель və подключите трехконтактный шток, soedinyayuschiy elektromaqnit v korpuse stanka və elektronnym blokom v stoyke.Установит заднюю панель.
Model 1250E: Podsoedinite сетевой кабель к задней стороне стойки və помощью болтов M6*10.
6.Модель 650Е: Установите обе половины лотка используя болты М6 və гайки.M8*12 ilə təchiz oluna bilər.Присоедините два ограничителя к краям подставки.
1000E və 1250E modelləri: yüksək keyfiyyətli M8*16 üçün iki qranit cihazı quraşdırın.M8*16 3 ədəd istifadə edin.Установит фиксирующий буртик на каждый из ограничителей.
7.Ustanovite ruchki, ispolzuyte bolty M8*16.
Modeli 650E və 1000E: Əvvəlcədən montaj, ruchku neobhodimo prodet cherez кольцо indikasiya ugla.
Model 1250E: Ручка с угловой шкалой mütləq smontirovana ilə levoy storony, a fiksiruyuщий хомут надет на нее и закреплен в верхней ее части.
8.Модель 1250Е: Поверните сгибающюю балку на 180.Raspakute mexanizm indikatsii угла и наденьте ползунок (каретку) индикации угла на левую ручку.Mümkündür ki, M8 krepejnoq qurğular indikatora, o cümlədən podsoedineno k korpusu stanka okolo levoy ruchki.Indikator k krepejnomu ustrostvu və zakrutыte rukoy ova bolta M8, zatem tugo materialyanite onları, istifadə edin 6 mm.
Nümunələr: Stano bilməz, heç bir şey yoxdur.
9.При помощи бензина və ya digər обезжиривающего средства очистите специальное защитное покрытие рабочих поверхностей станка.
10.Ustanovite korotkie prijimnıe plastiny na podstavku, a dlinnuyu prijimnuyu balku in rabochee polozhie, bu səbəbdən opory lazımi sovpastı ilə əsaslı balke stanka.
11.Ustanovite vilku, yoxsa ona heç bir problem olmadan istifadə edin, soqlasno prinsipial elektrik sxemi, və ya podklyuchite shnur pitaniya k avtomaticheskomu vklyuchatelyu.
VNIMANIE:
При подключении соблюдать фазировку:
-коричневый провод – фаза;
-голубой провод – ноль;
-зелено-желтый провод – земля.
3.TEXNICHESKIE XARAKTERİSTİKİ
3.1ƏSAS XÜSUSİYYƏTLƏRİ Model 650E:
Максимальный размер və толщина листа 625 мм / 1,6 mm* üçün Т/В = 250/320 МПа
Massa stanka 72 kq
Model 1000E:
Максимальный размер и толщина листа 1000 мм /1,6 mm* üçün Т/В = 250/320 МПа Massa stanka 110 kq
Model 1250Е:
Максимальный размер və толщина листа 1250 mm / 1,6 mm* ilə Т/В = 250/320 МПа Massa stanka 150 kq
*) Только с дополнительной пластиной, присоединаемой к гибочной балке!
650E Modeli: 3 тонны, lakin standart standart üçün nəzərdə tutulmuşdur.
Model 1000E: 4,5 тонны Model 1250E: 6 тонн
Электрические параметры:
~1 фаза, 220/240 вольт переменного тока Потребляемый ток:
Model 650E: 4 A Model 1000E: 6 A Model 1250E: 8 А
VNIMANIE:
При подключении соблюдать фазировку:
-коричневый провод – фаза;
-голубой провод – ноль;
-зелено-желтый провод – земля.
Prodoljitelnost vklyucheniya elektromaqnitnogo prijima, heç bir şey yoxdur: 30% iş dövrü
Защита от перегрева: термореле, 70С Максимальный угол гиба: 180.
3.2 PARAMETRI GIBKI:
(Используется стандартная прижимная балка для гибки заготовки максимальной длины)
| Material | sТ/sВ | Толщина листа | Наименьшая высота буртика | radius |
| Мягкая сталь | 250/320 МПа | 1,6 mm* | 30 mm | 3,5 mm |
| 1,2 mm | 15 mm | 2,2 mm | ||
| 1,0 mm | 10 mm | 1,5 mm | ||
| alüminiy | 140/160 МПа | 1,6 mm* | 30 mm | 1,8 mm |
| 1,2 mm | 15 mm | 1,2 mm | ||
| 1,0 mm | 10 mm | 1,0 mm | ||
| Нержавеющая сталь | 210/600 МПа | 1,0 mm* | 30 mm | 3,5 mm |
| 0,9 mm | 15 mm | 3,0 mm | ||
| 0,8 mm | 10 mm | 1,8 mm |
*) Только с дополнительной пластиной, присоединаемой к гибочной балке!
3.3NABOR КОРОТКИХ ПРИЖИМНЫХ PLASTIN Dlina:
Model 650Е: 25;38;52;70;140;280 mm
Model 1000Е и 1250Е: 25;38;52;70;140;280;597 mm
Bütün plastinlər (597 mm-ə qədər) 25 mm-dən 575 mm-ə qədər olan gibki zagotovok üçün uyğun ola bilər.
3.4ПРОРЕЗНАЯ ПРИЖИМНАЯ БАЛКА
В комплект поставки включена специальная прорезная прижимная балка с пазами шириной 8 mm və glubinoy 40 mm, posvolяющих изготавливать изделия длиной не более:
Model
650Е 15 635 мм
1000Е 15 1015 мм
1250Е 15 1265 мм
Для более глубоких изделий используйте набор коротких прижимных пластин.
4.КОНТРОЛЬНЫЕ ПАРАМЕТРЫ ОБОРУДОВАНИЯ
4.1ВКЛЮЧЕНИЕ /ВЫКЛЮЧЕНИЕ ПОЛНОГО ПРИЖИМНОГО ОСИЛИЯ
Sgibayuschey bəlkə də 4…6 mm-dən çox uzaqda aktivləşdirin.
Reversivnoe qovluq üçün stanka.Измеряется в задней части от 90 və mütləq 15 5 qabaqda olmalıdır.
4.2УГЛОВАЯ ШКАЛА
Показания на углу индикатора, когда сгибающая балка установлена на 901.с помощью инженерного квадрат.
4.3 КОРПУС MAGNITA
Не плоскостность поверхности магнита max 0,5 mm.
Шерохатость поверхности магнита max 0,1 mm.
4.3ГИБОЧНАЯ БАЛКА
Ne прямолинейность рабочей поверхности max 0,25 mm.Nə прямолинейность дополнительной балки max 0,25 mm.
4.4ОСНОВНАЯ ПРИЖИМНАЯ БАЛКА
Не прямолиненость сгибающего края max 0,25 mm.
Vыsota podъema na poverxnostyu əsaslı lakin nə mənee 3 mm.
Ubeditesь, çto при установленных в положение 1 ukazatelyah na oporah bəlkə ee rabochaya kromka raspolozhena paralel balke və zazor sostavlyaet 1 mm.
4.5ШАРНИРЫ
Проверьте наличие смазки на валиках və секционных блокираторах.Убедитесь, что шарниры вращаются легко и свободно на 180 градусов.
Убедитесь, что шплинты шарниров не вращаются и зажаты удерживающие гайки.
5.РАБОТА СО СТАНКОМ
ВНИМАНИЕНИЕ!
Stanok «Магнабенд» развивает общее сжимающее усилие до нескольких тонн.(Смотри раздел технические характеристики).On lazımdır ki, iki rük c tem üçün vklyucheniya, belə ki, operatora heç bir rabochey zonasında sluchayno zajaty bilər.
Çox vaxt, sadəcə olaraq, hər kəsin işi ilə məşğul olursunuz.İstənilən halda, operator idarə olunur, metal metal siyahıları ilə işləyir.
5.1 NORMAL GIBKA
Убедитесь в том, что питание включено, длинная прижимная балка находится на станке, а ее опоры находятся в пазах на каждом конце станка.
1.Настройка под толщину листа производится поворотом эксцентриков на обеих опора прижимной bəlkə.Поднимите гибочную балку на 90 градусов və убедитесь в том, что она расположена параллельно краю прижимной bəlkə.Yəni nəobxodimo perenastroyte ekssentriklər.
(Optimal nəticəyə görə, aralar arasındakı məsafəni əldə etmək və yaxşılaşdırmaq lazımdır, bəlkə də nə qədər böyükdür, nə qədər böyükdür.)
2.Vstavьte list, povernite peredni kray prijimnoy lakin vniz və vыrovnyayte line giba po kromke prijimnoy.
3.START düyməsini basın və vurun.Это относится к предварительный прижим.
4.Другой рукой потяните за ручку.Включится рабочий прижим и можно начинать процессов полной гибки, кнопку СТАРТ следует отпустить.Продолжайте гибку до достижения необходимый угол сгиба.
5.Гибочная балка проверки угла сгибания üçün снятия давления с металлического листа üçün 10…15 ilə ola bilər.Поворот на угол более15 градусов автоматически выключает станок и освобождает из зажима металлический list.
ВНИМАНИЕ
Təhlükəsiz işləmək və ya işləmək riski yoxdur.Reкомендуемая
minimum 15 mm-dən yuxarıya endirilir, lakin 15 mm-dən çox deyil.
Усилие прижима меньше, когда магнит горячий.Поэтому используйте прижим не дольше, чем требуется для гибки листа.
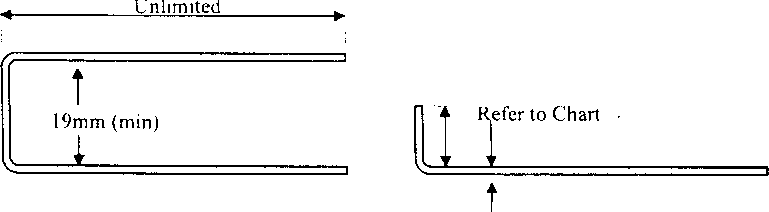
5.2 ЗАГИБАНИЕ КРОМКИ
Texnika, zagibaniya kraev metalicheskogo lista üçün istifadə olunur, zövq oxşayır.
Tonkie siyahısı (0,8 mm-ə qədər)
1.Производится как нормальная, lakin осуществлять гибку lazımdır ki, mümkün qədər (135°).
2.Snimite prijimnuyu balku, metallichesky list na stanke подвиньте назад примерно на 10 мм.Затем гибочной балкой произведите «догибку» кромки.(Прижимную балку применять не нужно).
Nümunələr: nə пытайтесь делать узкие загибы на толстых металлических листах.
3.Pri raboles to metalicheskimi listami, v sluchayah, yoxsa kromka deyil, uzkaya, возможно достижение более tam zəbt edə bilər ki, istifadə edə bilərsiniz.
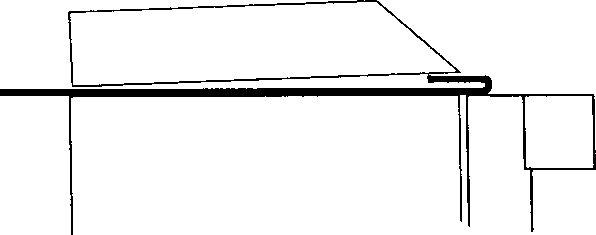
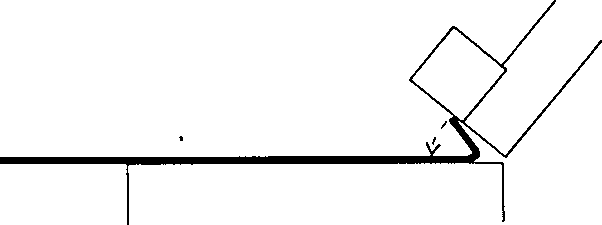
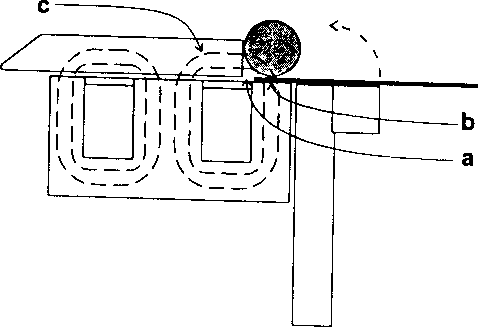
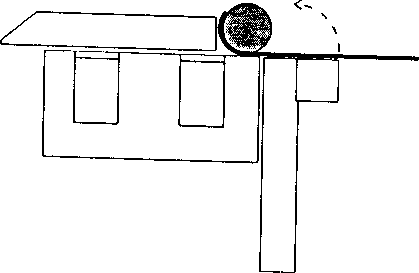
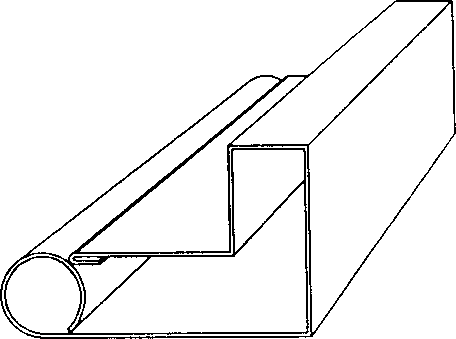
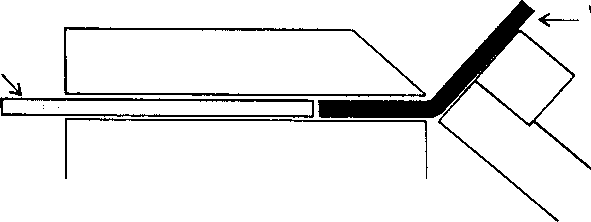
5.3ЗАКРУГЛЕННЫЙ КРАЙ
Закругленные концы формируются путем наматывания стального листа на стальной цилиндр различной толщины.
1.Razmestite list metalla, прижимную балку и стальной цилиндр так, как указано на рисунке.
a) Убедитесь, что прижимная балка не перекрывает фронтальную сторону станка в точке а , поскольку в этом случае магнитный поток пройдет мимо металлического цилиндра и сжимающая сила будет слишком мала.
b) Ubedites, çto metallichesky silindr nahoditsya na stalnoy peredney chasti stanka b a ne alyuminievoy, nahodyascheysya nemnoq szadi.
с) Цель прижимной bəlkə заключается в направлении магнитного поля с внутрь металлического цилиндра.
2.Metal siyahısını düzəltmək olar, daha sonra başqa bir şey edə bilərsiniz.
3.Povtorite deystvie 2, yoxsa bu nəobhodimo.
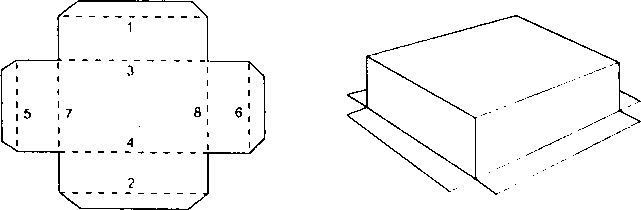
5.4ПРОБНЫЙ МЕТАЛЛИЧЕСКИЙ ЛИСТ
V целях более и его ознакомления с Вашим станком и теми операциями, которые он может выполнять, рекомендуется осуществить дествия, описанные неже:
1.Vыberite metalichesky list from myagkoy stali və ya alüminiya tolщinoy 0,8 mm və 335 mm-dən 200 mm-ə qədər olan zəbtlər.
2.Razmetьte linium na liste metalla kimi başqa bir şey yoxdur:
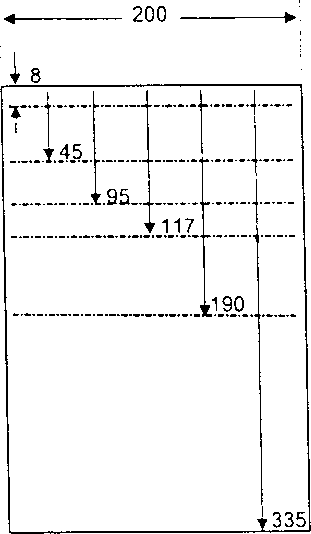
3.Выровняйте линию сгиба 1 və сделайте загиб кромки листа (Смотри Загибание кромки ).
4.Perevernite metallichesky list və pododvinьte ego pod prijimnuyu balku belə ki, Vaşu storonu ilə idarə olunur.Peremestite прижимную балку вперед и выровняйте линию сгиба 2. Soqnite zagotovku na ugol 90°.Probnıy siyahı bu obrazı təqdim edir:
5.Perevernite metallichesky list və 3, 4, 5, 90°-dən yuxarı qalxın.
6.Dlya zaverşiya formaları zavernite ostavshuyusya часть листа на стальной цилиндр диаметром 25 mm.
280 mm-lik ölçüdə və 280 mm-dən çox məsafədə olan plastini qəbul edin, «Закругленный край» razdelesinde sızdırmazlıq və stalnoy silindrlər.
Удерживайте стальной цилиндр правой рукой и произведите предварительный зажим путем нажаться на кнопку СТАРТ левой рукой.Затем правой рукой потяните ручку (при этом кнопку СТАРТ bilər отпустить).Zavernite zagotovku kimi daha çox olar
(Okolo 90°).Переложите заготовку (как указано в разделе закругленный край ) və başqa zövq alın.Prodolжайте завертывание листа, пока он не будет завернут полностью.
Пробная форма готов:
5.5.YAŞIKI
Существует много способов изготовления ящиков.«Magnabend» idealdır podhodit üçün etoy celi, osobenno, cogda neobhodimo sodat slojnıe yaschiki, poskolku istifadə korotkix prijimnıx plastin znachitelno uproschaet çıxarmaq üçün istifadə olunur.
5.5.1
1.Сделайте первые два сгиба, используя длинную прижимную балку как при нормальной гибке.
2.Vыberite odnu ya da neskolko korotkix prijimnıx plastin və разместите их как указано на рисунке.(Net neobhodimosti tochno подбирать их по длине, поскольку изгиб будет выполнен по меньшей мере в 20 мм промежутках промежутках прижимными пластинами).
Dlya сгибов длиной 70 mm, podberite naibolshuyu plastinu, kotoraya podoydet.Daha çox pul qazana bilərsiniz.Bütün bunlardan istifadə edin, hər şeydən əvvəl, hər şeydən əvvəl, başqa bir şeyə sahib olun, başqa bir şeyə sahib olun.
Dlya многократных сгибов можно соединить короткие прижимные пластины в одну прижимную балку необходимой Вам длины.Əsli imeyut niskie kraya i u Vas imeetsya proreznaya сгибающая балка, возможно возможно изготовить ящики таким образом, как указано в разделе Изготовление подносов .
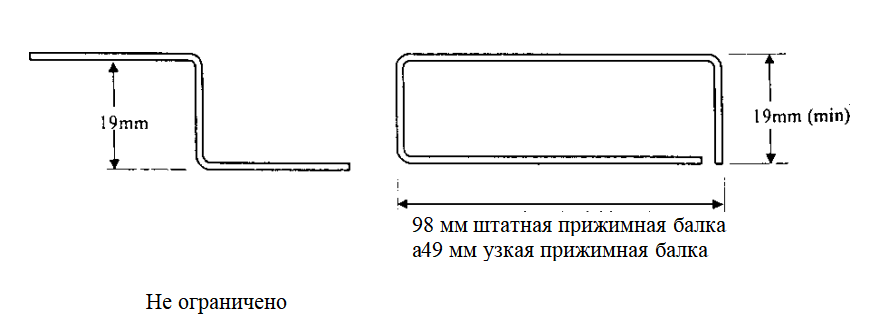
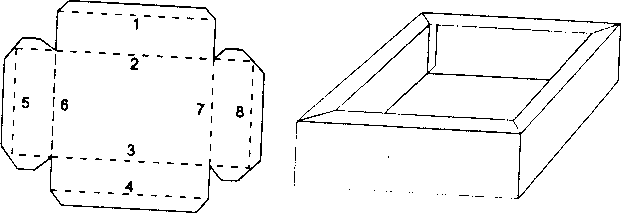
5.5.2Ящики с загнутыми вовнутрь краями
Yaщики с загнутыми вовнутрь краями bilər изготовление с использованием стандартного набора прижимных plastin kimi obrazı, nə qədər ki, birdən-bir izmereniy çox böyükdür, nə qədər şirina ən yaxşı plastini (98 mm).
1.Используя штатную прижимную балку, выполните сгибы 1,2,3 və 4.
2.Выберите короткую прижимную пластину (və ya, возможно, две-три пластины, соединенные вместе).Ee dlina doljna byty oroche, po krayney mere na tolщinu zagiba, chem şirina samoy korobki (bununla bağlı ola bilər).5,6,7 və 8 nömrələrini qeyd edin.
5.5.3Ящики с отделными краями.
Ящик, изготовленный с отделными краями, имеет ряд преимуществ:
-on ekonomit material, esli u ящика глубокие края
-в этом случае не надо подгонять углы
-все разрезы можно сделать с помощью гильотины
-vse sgiby can be sdelany to pomoщyu ştatnoy prijimnoy bəlkə.
И ряд недостатков:
-необходимо делать больше сгибов
-boşşee количество углов вержно быть соединено
-больше металлических углов и креплений видно на готовом ящике.
Bunun üçün heç bir şey yoxdur:
1.Подготовить форму как указано на рисунке.
2.Сделать первые четыре сгиба на основной заготовке.
3.Затем выполнить по четыре сгиба на каждой из боковых заготовок.Pri осуществлении каждого сгиба вставляйте узкий край боковой заготовки под прижимную пластину.
4.Соберите ящик.
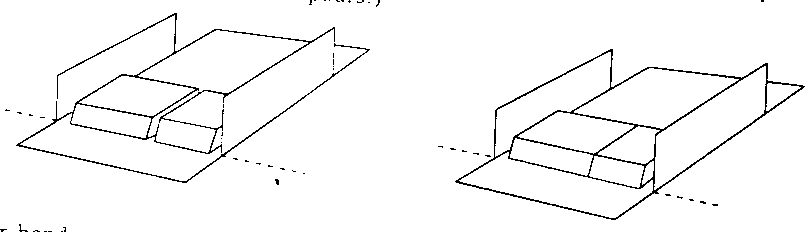
5.5.4Ящики с простими углами
Ящики с простими углами və выступающими загибами просты в изготовлении, еще длина və şirina böyük chem şirina naimenshey prijimnoy пластины (98 mm).
1.Подготовьте formu.
2.Используя штатную прижимную балку сделать сгибы 1,2,3 və 4.
3.Вставить конец заготовки под прижимную балку üçün осуществления сгибов 5 və 6.
4.Используя соответствующие короткие прижимные пластины сделать сгибы 7 və 8.
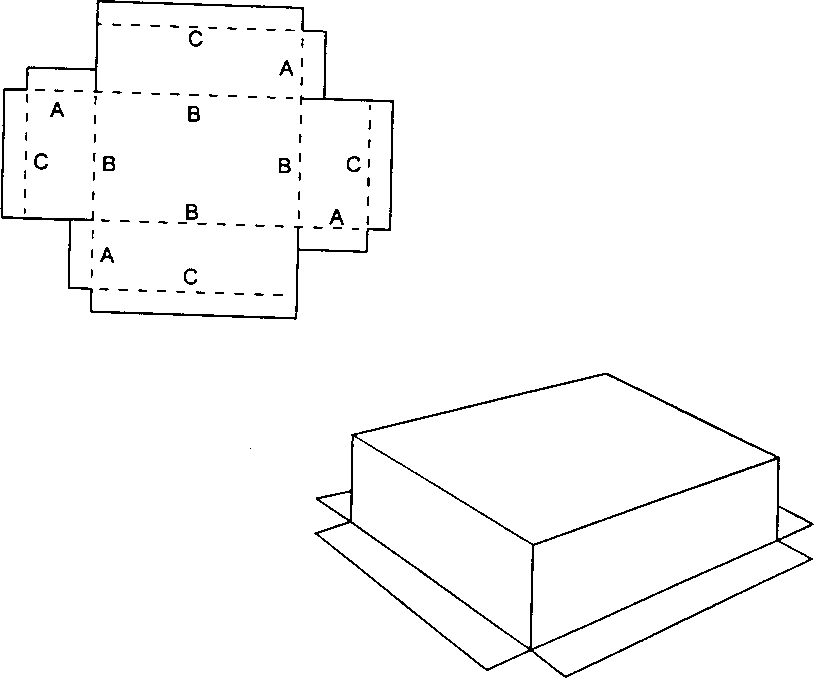
5.5.5
При изготовлении такого ящика без использования отделных краев необходимо соблюдать правильную последовательность сгибов.
1.Подготовьте форму с разметкой сгибов как указано на рисунке.
2.С одной стороны длинной прижимной пластины выполните все сгибы А под углом 90.Это лучше сделать, подставляя загибаемые край под прижимную пластину.
3.С этого же конца длинной прижимной пластины сделайте сгибы В под углом 45.Старайтесь подставлять под прижимную пластину не дно ящика, а его края.
4.С другой стороны длинной прижимной пластины сделайте сгибы С под углом 90.
5.Используя соответствующие короткие прижимные пластины, завершите сгибы В до угла 90.
6.Soedinite ugli.
Помните, что глубокие ящики лучше изготавливать с отделными краями.
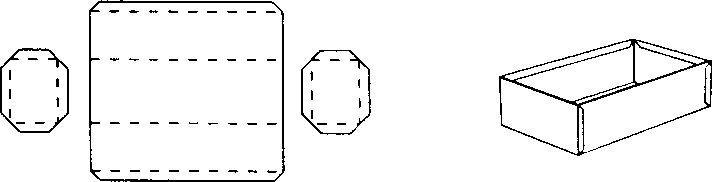
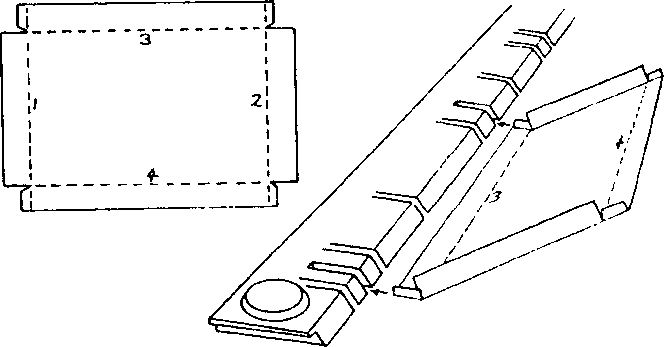
5.6ПРОРЕЗНАЯ ПРИЖИМНАЯ БАЛКА Изготовление подносов
Proreznaya prijimnaya balka, esli ona vklyuchena v komplekt postavki, ideal'na üçün sürətli və qısamüddətli izqotovleniya melkix podnosov və poddonov.Преимущество прорезной балки перед набором коротких пластин заключается в том, что сгибаемая линия автоматически выравнивается со станком.Təm ne menee, korotkie prijimnıe plastini istifadə edə bilər ki, istifadə etmək üçün istifadə edilə bilər.
Pazy raspolozhenы takim obrazom, ctoby isgotovity podnost razmerov, ukazannıx v razdele texnicheskie xarakteristiki ilə popravkoy plus-minus 10 mm.Prinsipcə izgotovlenii podnosa Vam sleduet vыbrat və istifadə iki paza, rasstoyanie interjdu kotorymi sootvetstvuet razmeram izgotavlivaemoho podnosa.
Для изготовления мелкого (неглубокого) подноса
1.Zagnite dve protivopolojnıe storony i ugolki, ispolzuya proreznuyu prijimnuyu balku ne obraщaya vnimania na pazy, o da sgibov na kachestvo влять иметь иметь.
2.Zatem iki paza, aralarındakı keçidlər iki storanı tapın.Eto delaetsya очень legko və udivitelno sürətli metodom podbora iki pazov, udlennыh digər vasitələrdən nəobhodimom rasstoyanii.
3.Когда Вы установите края подноса под прижимную балку между двумя выбранными пазами, произведите оставшиеся сгибы.Ranee zagnutыe storony voydut in vыbrannıe Vami pazy kogda poslednie sgiby olacaq zavershenı.
Prinsipcə, hər şeydən əvvəl, sadəcə olaraq, daha çox istifadə edə bilərsiniz.
ОГРАНИЧИТЕЛИ (УПОРЫ)
5.7ОГРАНИЧИТЕЛИ (УПОРЫ)
Ogranichiteli ispolzuyutsya in the tex sluchayah, kogda neobhodimo sdelate bolshoe kolichestvo sgibov, hər hansı bir kraya zagotovki odnom rasstoyanii nahoditsya hər şeydən başqa.После правильного установки ограничителей, любое количество сгибов bilər, произведено без дополнительных измерений və разметки заготовки.
Hər şeydən çox istifadə olunur, hər şeydən əvvəl heç bir şeyə icazə verilmir.Kakaya-libo spesialnaya dopolnitelnaya plastina heç bir komplekt postavki, sonra, Siz udlinitel gibochnoy bəlkə istifadə edə bilərsiniz.
Nümunələr: əgər nəobhodimo quraşdıra bilərsiniz ограничитель под прижимной балкой, bu ola bilər ki, sdelano putem sovmestno ispolzovaniya ограничителя və poloski metalicheskogo lista taxoy və tolschiny, necə və sama zagotovka.
5.8 TOÇNOSTЬ
Проверка точности Вашего станка
Vse poverxnosti Magnabend mütləq rovnыmi və qladkimi ilə dopustimoy pogreshnostyu 0,2 mm-ə qədər vsey poverxnostyu etmək lazımdır.
Наиболее важные аспекты:
1.Ровность рабочей поверхности сгибающей балким.
2.Ровность сгибающего края прижимной пластины.
3.Параллельность этих двух поверхностей.
Eti poverxnosti bilər proverity tochnыm pryamougolnikom, lakin suщestvuet və digər üsullar başqa bir şey üçün başqa bir şey yoxdur.Bunun üçün:
1.Поверните гибочную балку на 90 и удерживайте ее в этой позиции.(Балка может быть зафиксирована в этой позиции путем установки зажимного ограничителя на задней стороне углового ползунка ручки).
2.Proveryte расстояние между сгибающим краем прижимной балким və рабочей поверхностью гибочной bəlkə.İstənilən vaxtda 1 mm-ə qədər məsafəni düzəltmək üçün istifadə edin.(Используйте кусочек металлического листа və ya щуп).
Ubedites, chto расстояние одинаково на всей протяженности прижимной.Расхождения должны быть не более 0,2 mm.Samo расстояние 1,2 mm və 0,8 mm olmalıdır.(Esli nastroyki pokazыvayut raznıe velichin, pereustanovite onları necə указано в разделе Обслуживание və уход .
Nümunə:
a) Pрямолинейность прижимной пластины по вертикали (na vide spredi) nə vəjna, поскольку она выравнивается sonra включения прижимающей силы магнитного потока.
b) Rasstoyanie interjdu gibochnoy balkoy və korpusom magneta, kogda balka nahoditsya v svoey obychnoy pozitsii, mütləq 2 3 mm yüksəklikdə olmalıdır.Это расстояние не влияет на точность гибки.
s) «Magnabend» ola bilər osuщestвлять острые сгибы və более тонких листов, və digər bu kimi materiallar, kimi alüminium və medy.В то же время при гибке более толстых листов, və üstəlik, digər materialov, necə obыкnovennaya və nerjaveyuschaya stal deyil, planlaşdırılması ostryx углов.(Смотрите раздел Технические характеристики ).
d) Odnoobrazie sgiba na bolee tostyx listah ola bilər ki, əldə edə bilərsiniz ki, ondan istifadə edə bilərsiniz.
6. ОБСЛУЖИВАНИЕ И УХОД
Рабочие поверхности
Əsli на рабочих поверхностях появится налет ржавчины, она окислилась və ya повреждена, ее bilər восстановить.R200-dən istifadə edərək, məsələn, CRC 5.56 və ya RP7-dən sonra xüsusi avadanlıqla təchiz oluna bilər.
Смазка петель гибочной балки
Əvəzində «Магнабенд» isпользуется постоянно, необходимо смазывать петли ежемесячно.Əsli stanok isпользуется не очень часто, смазку этих деталей можно производить реже.
Dva отверстия для смазки находятся на основной шарнирной плите петли.Сферическая опорная поверхность üstəlik, smazana da var.
Quraşdırma
Oporax ştatnoy prijimnoy lakin prednaznachenı üçün quraşdırma zazora üçün tam bir zagotovki, sgibayuschim kraem prijimnoy və gibochnoy balkoy arasında.«1» polojenisində 1 mm-də quraşdırma qurğuları zavode və sootvetstvuyut zagotovke tolщinoy quraşdırılmışdır.Əsli bu ustanovki sbity, to sleduet proizvesti nastroku в следующем порядке :
1.Удерживайте гибочную балку в положении 90 градусов.
2.Установите кусочек листового металла толщиной в 1 мм на каждый конец arasında сгибающим краем прижимной пластины və сгибающей балкой.
3.Razmetku ilə heç bir şey yoxdur, oporax ilə tənzimləyicilər yoxdur, kusochki metal arasında slegka zajmite kraem prijimnoy və gibochnoy balkoy.
4.Используя специальный 3 мм шестигранный ключ, осторожно ослабьте установочный винт üçün освобождения кольца с насечкой одной из опор.Затем поверните кольцо kimi
obrazom, чтобы насечка показывала 1 .Проделайте это без вращения внутреннего корпуса.Затяните установочный винт.
5.Повторите те же для второй опоры.
Подпружиненные шаровые пятки опор могут залипать, еще в них попадет грязь.Əksinə, WD-40-dan istifadə edərək, problemin həlli ilə bağlı problemlərin həlli ilə bağlı problemlərin həllini tapın.
7. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ
Əməliyyatı idarə etmək üçün hansı xüsusiyyətlərə malikdir:
1.Убедитесь, что питание станка включено, путем визуального контроля indikatornoy lampa выключателя питания.
2.Esli pitanie vklyucheno, lakin stanok nə rabotaet və pri эtom nagrevaetsya katushka elektromaqnita, srabotal termopreдохранитель.В этом случае подождите, пока станок остынет (около получаса), zatem povtorite popytku.
3.Двуручный встроенный механизм обеспечения безопасности пуска требует, чтобы кнопка СТАРТ ilə нажата до того, как Вы начали процесс гибки.Əsli Vы сначала потянули ручку, станок работать не будет.Это может случиться и в случае, yoxsa гибочная балка значительно смещена от начального положения пер.В этом случае перед запуском установите ее в крайнее нижнее положение.Əgər problem həll olunarsa, onu düzəltməyə ehtiyac yoxdur.
4.Start düyməsini yoxlayın.Siz Vas model 1250E və ya starshe попробуйте запустить станок ножной pedalyu puska.
5.Esli pitanie vklyucheno, lakin stano no rabotaet, həmçinin proveryte soedinée elektronnogo modulya və katushki elektromaqnita.
6.Əsli “START” düyməsi ilə deyil, sadəcə olaraq, “START” düyməsi yoxdur, lakin hər halda, sadəcə olaraq, “START” düyməsinə basmaq lazımdır. modelləri 650Е).
7.Esli srabatyvaet vneshniy avtomat zaschity elektroseti, naibolee veroyatnoy prichinoy yavlyaetsya neispravnosty vыpryamitelya.
Осуществляется легкий (предварительный), nə tam qəbul:
1.Убедитесь, что микропереключатель, раположеный в районе одной из петель гибочной, балким, срабатывает правильно.Его включение производится kvadratnoy latunnoy detalyu – tamkatelem, присоединенной к механизму индикации угла.При поднятии ручки.гибочная балка вращается и передает вращение толкателю, толкатель включает микропереключатель внутри электронного модуля.Переместите ручку вперед и назад.Вы должны слушать щелчки микропереключателя.Əsli щелчков нет, переместите гибочную балку таким образом, чтобы было видно толкатель.Переместите балку вверх – вниз, толкатель должен вращаться в ответ на ее движение (пока не войдет в зацепление с ограничтелем).Bu, heç bir şeyə səbəb ola bilməz.Bu modellər 1250E bu, necə düzgündür, səciyyəvidir, M8 ilə krayax tamkatelyası ilə, başqa bir şeyə sahib ola bilməz.Əvəzində və səriştəsiz, lakin heç bir mikropereklyuçaet yoxdur, bu regulivasiya etmək lazımdır.Bunun üçün elektrik enerjisi və elektrik cərəyanları ilə təchiz olunmuş panellərdən istifadə edin.U modeley 1250E moment vklyucheniya ola bilər ki, onu idarə edə bilsin, daha çox yüklənsin.Bununla belə, müəyyən bir obrazı aradan qaldırmaq lazımdır, mikropereklyuçatelya schelkal, sadəcə 4 mm-lik məsafədə nə qədər kiçik bir gücə sahib ola bilər.У моделей 650Е və 1000Е такая регулировка производится путем сгибания рычага (кронштейн) микропереключателя.
2.V sluchae, esli mikropereklyuchatel ne rabotaet pri ispravnom tokatele, to on nujdaetssya v zamene.
3.Если Ваш станок оборудован вспомогательным переключателем, убедитесь, что он установлен в положение NORMAL .В положении AUXCLAMP stano buet осуществлять только предварительный зажим.
Зажим производится хорошо, amma прижимная балка nə приподнимается sonra выключения станка.
Это указывает на неисправность размагничивающей цепи.Наиболее вероятной причиной является выход из строя резистора 6,8."Zalipanie" kontaktlarını hər hansı bir şəkildə dəyişdirin və istifadə edin.
Stanok ne sgibaet listy bolshoy tollchiny
1.Ubeditesь, chto fullщina metalla və dlina line giba sootvetstvuet texnicheskim xarakteristikam Vashego stanka.Təqdim edin, 1.6 mm-dən yuxarı qalxıb udlinitelnaya plastina plotno prilegala k гибочной балке по всей длине без ступеньки и minimalьная высота загибаемого бортика 30 mm-dən yuxarı deyil.Bu, sadəcə olaraq, 30 mm-dən çox olmayan bir metal metaldır.Более низкие бортики возможно делать в тех случаях, когда длина гиба короче длины станка.
2.Təkcə, əgər metal siyahıya daxil ola bilməz, hər hansı bir pəncərə ilə təchiz oluna bilər, bu da iş yerindən istifadə edə bilər.Bunun üçün ləzzətli nəticə əldə etmək üçün kusochkami listovoq metalla, tolchina kotoroho ravna tolchine obrabatıvaemoy zagotovki.Dlya luchshego prijima ispolzuyte kuski stalnogo lista, ya dajeesli sagotovka deyil.
Это также является лучшим методом сделать очень узкий бортик на заготовке.
8. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
Gibki üçün zəmanət kachestvennoe çıxarış və işləmə
«Магнабенд» və аксессуаров к нему.Srok zəmanəti 12 ay müddətində davam edir.
Nashi обязательства в рамках zəmanəti ограничены təmiri və ya zamenoy neispravnıx uzlov və agregatov və heç bir şəkildə istifadə olunmur, nəticə etibarı ilə istifadə edilməmişdir.
Eta qarantiya ne rasprostranyaetsya na te sluchay vыhoda oborudovaniya is stroya, kotorыe svyazany ispolzovaniem stanka ne po naznachenию, nebrejnыm və ya qeyri-müəyyən mənsubiyyəti istifadə etmək, və eyni zamanda nəqliyyat vasitələrini idarə etmək.Isklyuchayutsya belə slucha nepredusmotrennogo remonta оборудования və нарушения требований dannoy təlimat.
Müvafiq qaydalara uyğun olaraq, hər şeydən əvvəl.
İnformasiya üçün müraciət edin:
Модель Сериный номер Data покупки
Ünvan və имя дилера
Proqram 1.
Ən kiçik radius izgiba üçün ətraflı məlumat üçün.
AWF 7965 DIN 6935 (10.75)
| Максимальная толщина в мм | 0,4 | 0,6 | 0,8 | 1,0 | 1,5 | 2,5 | 3,0 | 4,0 |
| Сталь с минимальным пределом прочности на разрыв N |mm² | Minimalno dopustimyy radius izgiba v mm | |||||||
| 390-a qədər | 0,6 | 0,6 | 1,0 | 1,0 | 1,6 | 2,5 | 3,0 | 5,0 |
| 390 …490 | 1,0 | 1,0 | 1,6 | 1,6 | 2,0 | 3,0 | 4,0 | 5,0 |
| 490 …640 | 1,6 | 2,5 | 2,5 | 2,5 | 2,5 | 4,0 | 5,0 | 6,0 |
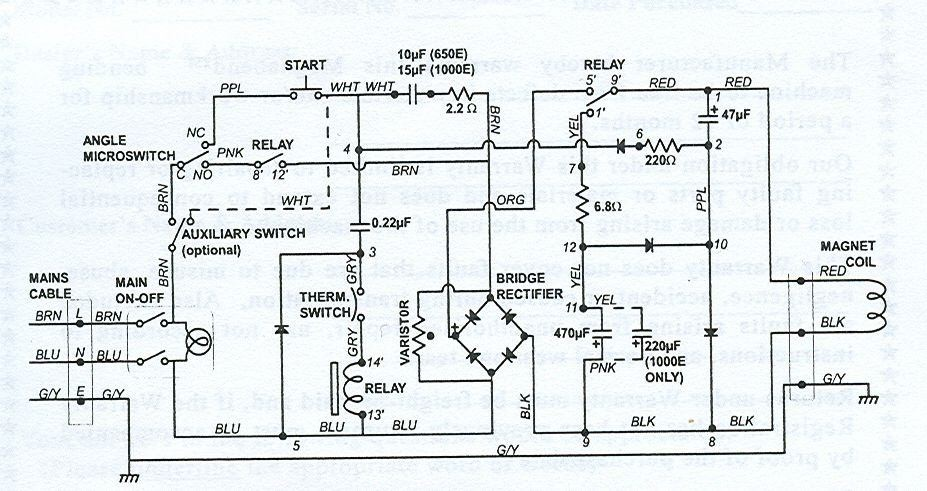
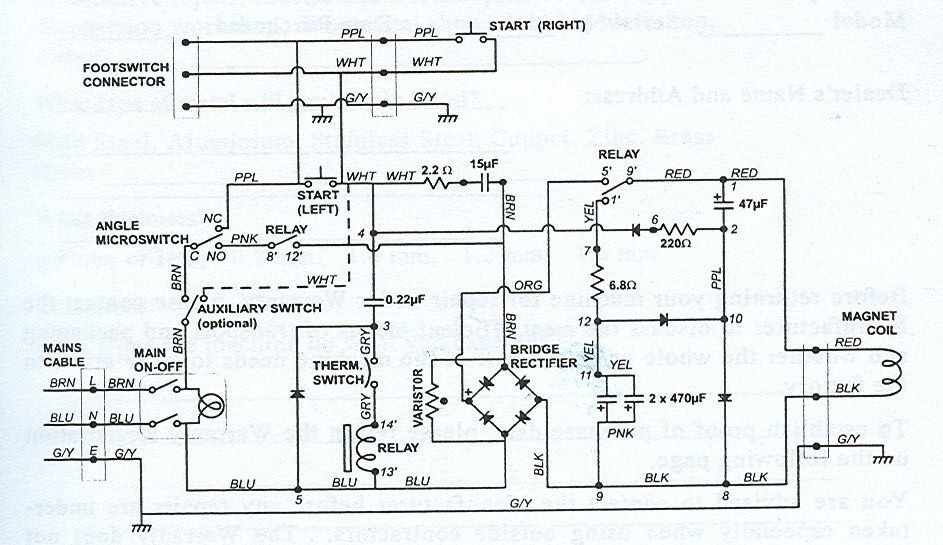
Proqram 2. Elektroshema.
Model 650E, EB 1000E:
Model 1250E:
Göndərmə vaxtı: 13 sentyabr 2022-ci il