2000E və 2500E modelləri üçün
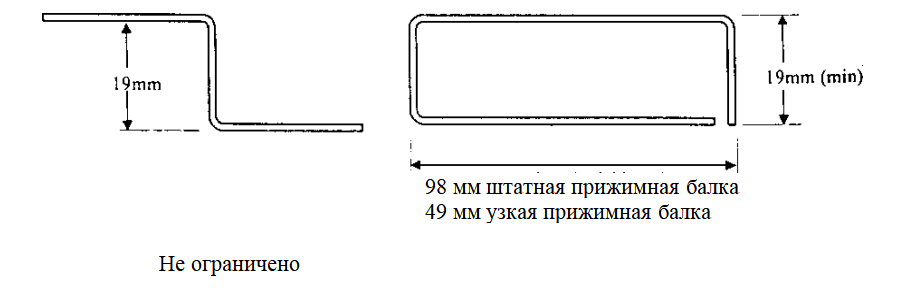
(Используется стандартная прижимная балка для гибки заготовки максимальной длины)
| Material | sТ/sВ | Максимальная толщина листа | Наименьшая высота буртика | radius |
| Мягкая сталь | 250/320 МПа | 1,6 mm* | 30 mm | 3,5 mm |
| 1,2 mm | 15 mm | 2,2 mm | ||
| 1,0 mm | 10 mm | 1,5 mm | ||
| alüminiy | 140/160 МПа | 1,6 mm* | 30 mm | 1,8 mm |
| 1,2 mm | 15 mm | 1,2 mm | ||
| 1,0 mm | 10 mm | 1,0 mm | ||
| Нержавеющая сталь | 210/600 МПа | 1,0 mm* | 30 mm | 3,5 mm |
| 0,9 mm | 15 mm | 3,0 mm | ||
| 0,8 mm | 10 mm | 1,8 mm |
*) Только с дополнительной пластиной, присоединаемой к гибочной балке!
3200E modelləri üçün
(Используется стандартная прижимная балка для гибки заготовки максимальной длины)
| Material | sТ/sВ | Максимальная толщина листа | Наименьшая высота буртика | radius |
| Мягкая сталь | 250/320 МПа | 1,2 mm* | 30 mm | 3,5 mm |
| 1,0 mm | 15 mm | 2,2 mm | ||
| 0,8 mm | 10 mm | 1,5 mm | ||
| alüminiy | 140/160 МПа | 1,2 mm* | 30 mm | 1,8 mm |
| 1,0 mm | 15 mm | 1,2 mm | ||
| 0,8 mm | 10 mm | 1,0 mm | ||
| Нержавеющая сталь | 210/600 МПа | 0,8 mm* | 30 mm | 3,5 mm |
| 0,65 mm | 15 mm | 3,0 mm | ||
| 0,55 mm | 10 mm | 1,8 mm |
*) Только с дополнительной пластиной, присоединаемой к гибочной балке!
3.3 NABOR КОРОТКИХ ПРИЖИМНЫХ PLASTIN Dlina:
25;38;52;70;140;280;597;1160 mm
Bütün plastinlər (597 və 1160 mm-ə qədər) 25 mm-dən 575 mm-ə qədər olan gibki zagotovok üçün uyğun ola bilər.
3.4 ПРОРЕЗНАЯ ПРИЖИМНАЯ БАЛКА
В комплект поставки включена специальная прорезная прижимная балка с пазами шириной 8 mm və qlubinoy 40 mm, posvolяющих изготавливать изделия dlinoy nə menee15mm və nə bolee 1265 mm.
Для более глубоких изделий используйте набор коротких прижимных пластин.
4.КОНТРОЛЬНЫЕ ПАРАМЕТРЫ ОБОРУДОВАНИЯ
4.1ВКЛЮЧЕНИЕ /ВЫКЛЮЧЕНИЕ ПОЛНОГО ПРИЖИМНОГО ОСИЛИЯ
Sgibayuschey bəlkə də 4…6 mm-dən çox uzaqda aktivləşdirin.
Reversivnoe qovluq üçün stanka.Измеряется в задней части от 90 və mütləq 15 5 qabaqda olmalıdır.
4.2УГЛОВАЯ ШКАЛА
Показания на углу индикатора, когда сгибающая балка установлена на 901.с помощью инженерного квадрат.
4.3 КОРПУС MAGNITA
Не плоскостность поверхности магнита max 0,5 mm.Шерохатость поверхности магнита max 0,1 mm.
4.3ГИБОЧНАЯ БАЛКА
Ne прямолинейность рабочей поверхности max 0,25 mm.Nə прямолинейность дополнительной балки max 0,25 mm.
4.4ОСНОВНАЯ ПРИЖИМНАЯ БАЛКА
Не прямолиненость сгибающего края max 0,25 mm.
Vыsota podъema na poverxnostyu əsaslı lakin nə mənee 3 mm.
Ubeditesь, çto при установленных в положение 1 ukazatelyah na oporah bəlkə ee rabochaya kromka raspolozhena paralel balke və zazor sostavlyaet 1 mm.
4.5ШАРНИРЫ
Проверьте наличие смазки на валиках və секционных блокираторах.Убедитесь, что шарниры вращаются легко и свободно на 180 градусов.
Убедитесь, что шплинты шарниров не вращаются и зажаты удерживающие гайки.
5.ЭКСПЛУАТАЦИЯ
ВНИМАНИЕНИЕ!
Листогиб «Магнабенд» развивает усилие основного прижима в несколько тонн (см. технические характеристики).Stanok оборудован двумя защитными блокировками.Pervaya obespechivaet ispolzovanie bezopasngo predvaritelngo prijima pered zapuskom əsaslı, a vtoraya – opuskanie prijimnoy bəlkə də 5 mm və ya poverxnostyu stola pered vklyuchenie maqnit.Bu, sluchaynoq popadaniya paltsev pod prijimnuyu balku və vklyucheni elektromaqnitnogo prijima ilə bağlıdır.
Только один оператор управляет станком.Никогда не кладите пальцы под прижимную балку.
5.1 NORMAL GIBKA
Убедитесь, что станок подключен к сетевой розетке и включен.Prijimnaya balka doljna podnimatsya və opuskatьsya rukoyatkami, расположенными слева və справа от стоек.Балка опускается и поднимается при помощи подъемных штифтов, управляемых этими рукоятками.Mejdu polnostyu optuschennoy prijimnoy və əsas balkon, po centru stanka ostaetsya zazor 3…4 mm.
Əsli подъемные штифты зафиксированы в нижнем положении, освободите их, подав назад обе рукоятки (расположенные под станком около каждой стойки) və опустив их от себя.Bu heç bir şey qəbul etməmək lazımdır.Tamamilə alt-üst ola bilər, bəlkə də rükoyatki ucbatından.Что бы опустить прижимную балку подайте рукоятки назад до упора и отпустите.Они должны зафиксироваться в заднем положении.
1.Ustanovite tolщinu заготовки при помощи двух винтов, расположенных на задней кромке прижимной bəlkə слева və справа.Üçün proverki zazora podnimite gibochnuyu balku ilə 90° və izmerьte promejutok arasında kraem prijimnoy bəlkə və poverxnostyu gibochnoy.(Nəticələri əldə etmək üçün heç bir nəticə yoxdur).
2.Вставьте заготовку под прижимную балку.(При необходимости можно установить ограничели).
3.Опустите прижимную балку на заготовку.Это можно сделать при помощи рукояток, və ya prosto najav na прижимную балку.Nümunələr: внутренняя blokirovkaya zəmanət verilir, nə dayanır, nə də 5 mm-dən yuxarı qalxır.Əhəmiyyətli olan tam şəkildə (məsələn, ona upiraetsya v izognutuyu zagotovku), blokirovka etmək mümkündür, elektrik enerjisindən istifadə edə bilərsiniz.
4.BAŞLAT və ya istifadə edin.Это приведет к приложению усилия предварительного прижима.
5.Второй рукой поднимите одну из гибочных рукояток на небольшой угол.Nəticədə mikropereklyuchatel vklyuchitsya, приводящий в действие усилие основного прижима.Knopka START (və ya noжной выключатель) mütləq aradan qaldırılması lazımdır.
6.Начните выполнять загиб, нажав на обе рукоятки при достижении требуемого угла загиба.(Во время тяжелых гибочных работ необходима помощь ассистента).Угол загиба постоянно отображается на градуированной шкале, нанесенной на правую рукоятку.Обычно необходимо гнуть заготовку на несколько градусов больше требуемого угла üçün обеспечения последующего выпрямления заготовки.Для повторения загиба можно установить стопор при достижении требуемого угла.Kogda dvijénie gibochnoy lakin idarə idarə, staok vklyuchitsya avtomaticheski.
Bu anda elektrik enerjisi sxemi stanka genereriruet impuls obratnogo toka cherez elektromaqnit, udalyayuschyy ostatochnuyu namaqnichennost və pozvolyayuschyy nemedlenno podnyat prijimnuyu balku.
Üçün udaleniya zagotovki podnimite prijimnuyu balku, slegka tolknuv ee vverx, və sleduyuschego zagiba üçün zagotovku quraşdırın.(При необходимости, поднимите прижимную балку вверх при помощи одной из подъемных рукояток).
ВНИМАНИЕ
● Povrejdeniya kraya prijimnoy və ya verxney poverxnosti qranitnoq pressa nə kladite melkie predmety pod prijimnuyu balku üçün.Minimal rekomenduemaya dlina загиба при использовании стандартной прижимной балким – 15 mm (istehzalı sluchaev, sluchaev sluchaev, və ya mягkaya açıq).
● Усилие прижима магнита mənimsə, yoxsa on горячий.Poэтому dля получения наилучшей производительности istifadə edin.
● Əsli Vы кратковременно нажали на педаль və ya кнопку START, и не начали процесс гибки, прижимная балка может остаться примагниченной в следствие, о конденсаторы схемасы размагничивания не успели зарядиться.Для их зарядки в таком режиме требуется около 10 saniyə.Povtorno najmite pedal və uderjivayte ee v technie etoho vremeni, libo nachnite process гиба заготовки.
5.2ИСПОЛЬЗОВАНИЕ ОГРАНИЧИТЕЛЕЙ
Ogranichiteli udobno ispolsovate pri bolshom colichestve zagibov, vыпolnyaemыx na odnom расстоянии от края заготовки.После однократной установки ряда ограничителей выполнено любое количество загибов без необходимости измерения или разметки заготовки.
Vide bruskov, raspolozhennыh takim obrazları, dlinnuyu poverhnosty forması, kraem zagotovki ilə səciyyələnir.Əsli подходящих брусков нет, можно использовать надставку к гибочной балке.
PRIMECHANIE: Əgər nəobhodimo ustanovit ограничители под прижимную балку, вместе с ограничителями istifadə edə bilərsiniz polosu listovoq metalla takoy və tolschiny, chto i заготовка.
5.3 ЗАГИБАНИЕ КРОМКИ
Texnika, zagibaniya kraev metalicheskogo lista üçün istifadə olunur, zövq oxşayır.
Tonkie siyahısı (0,8 mm-ə qədər)
1.Производится как нормальная, lakin осуществлять гибку nə qədər olar ki, (135).
2.Snimite prijimnuyu balku, metallichesky list na stanke подвиньте назад примерно на 10 мм.Затем гибочной балкой произведите «догибку» кромки.(Прижимную балку применять не нужно).
Nümunələr: nə пытайтесь делать узкие загибы на толстых металлических листах.
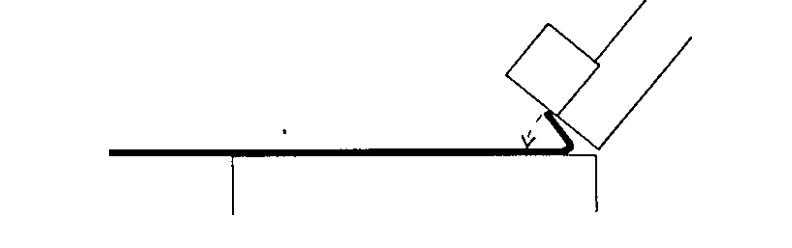
3.Pri raboles to metalicheskimi listami, v sluchayah, yoxsa kromka deyil, uzkaya, возможно достижение более tam zəbt edə bilər ki, istifadə edə bilərsiniz.
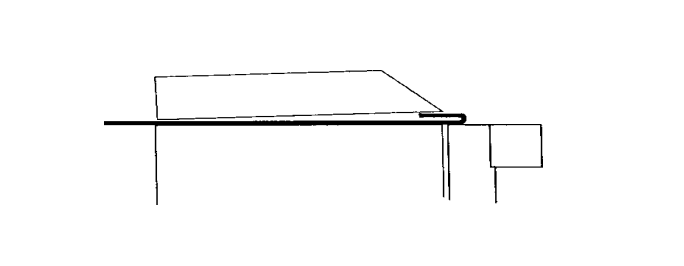
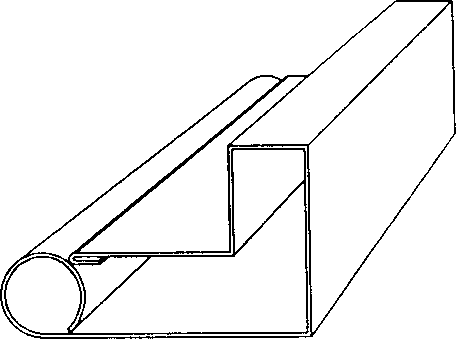
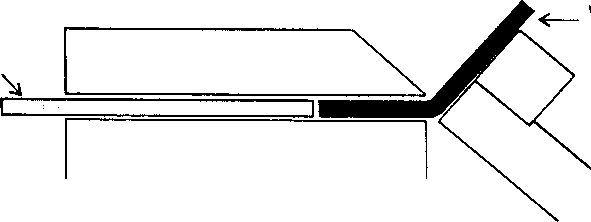
5.4ЗАКРУГЛЕННЫЙ КРАЙ
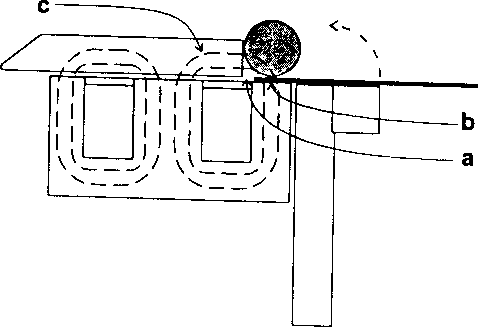
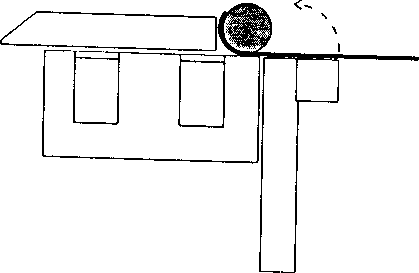
Закругленные концы формируются путем наматывания стального листа на стальной цилиндр различной толщины.
1.Razmestite list metalla, прижимную балку и стальной цилиндр так, как указано на рисунке.
a) Убедитесь, что прижимная балка не перекрывает фронтальную сторону станка в точке а , поскольку в этом случае магнитный поток пройдет мимо металлического цилиндра и сжимающая сила будет слишком мала.
b) Ubedites, çto metallichesky silindr nahoditsya na stalnoy peredney chasti stanka a ne na alyuminievoy, nahodyascheysya nemnoq szadi.
с) Цель прижимной bəlkə заключается в направлении магнитного поля с внутрь металлического цилиндра.
2.Metal siyahısını düzəltmək olar, daha sonra başqa bir şey edə bilərsiniz.
3.Povtorite deystvie 2, yoxsa bu nəobhodimo.
5.5ПРОБНЫЙ МЕТАЛЛИЧЕСКИЙ ЛИСТ
V целях более и его ознакомления с Вашим станком и теми операциями, которые он может выполнять, рекомендуется осуществить дествия, описанные неже:
1.Vыberite metalichesky list from myagkoy stali və ya alüminiya tolщinoy 0,8 mm və 335 mm-dən 200 mm-ə qədər olan zəbtlər.
2.Razmetьte linium na liste metalla kimi başqa bir şey yoxdur:
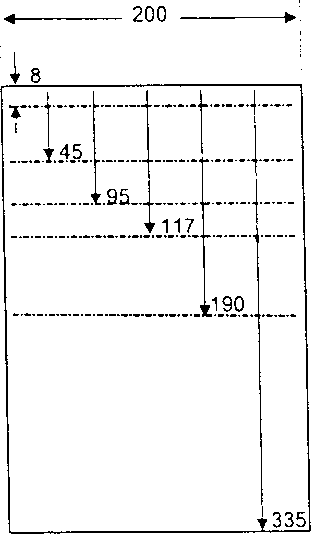
3.Выровняйте линию сгиба 1 və сделайте загиб кромки листа (Смотри Загибание кромки ).
4.Perevernite metallichesky list və pododvinьte ego pod prijimnuyu balku belə ki, Vaşu storonu ilə idarə olunur.Peremestite прижимную балку вперед и выровняйте линию сгиба 2. Sognite заготовку на угол 90.Probnıy siyahı bu obrazı təqdim edir:
5.Perevernite metallichesky list və 3, 4, 5, 90 ilə sdelayte qeyd edin.
6.Dlya zaverşiya formaları zavernite ostavshuyusya часть листа на стальной цилиндр диаметром 25 mm.
280 mm-lik ölçüdə və 280 mm-dən çox məsafədə olan plastini qəbul edin, «Закругленный край» razdelesinde sızdırmazlıq və stalnoy silindrlər.
Удерживайте стальной цилиндр правой рукой и произведите предварительный зажим путем нажаться на кнопку СТАРТ левой рукой.Затем правой рукой потяните ручку (при этом кнопку СТАРТ bilər отпустить).Zavernite zagotovku kimi daha çox olar
(oxolo 90 ).Переложите заготовку (как указано в разделе закругленный край ) və başqa zövq alın.Prodolжайте завертывание листа, пока он не будет завернут полностью.
Пробная форма готов:
5.6
Существует много способов изготовления ящиков.«Magnabend» idealdır podhodit üçün etoy celi, osobenno, cogda neobhodimo sodat slojnıe yaschiki, poskolku istifadə korotkix prijimnıx plastin znachitelno uproschaet çıxarmaq üçün istifadə olunur.
5.6.1
1.Сделайте первые два сгиба, используя длинную прижимную балку как при нормальной гибке.
2.Vыberite odnu ya da neskolko korotkix prijimnıx plastin və разместите их как указано на рисунке.(Net neobhodimosti tochno подбирать их по длине, поскольку изгиб будет выполнен по меньшей мере в 20 мм промежутках промежутках прижимными пластинами).
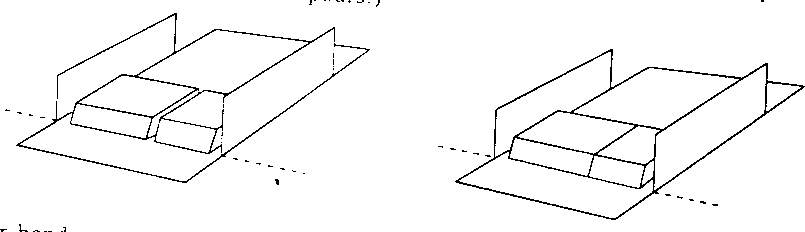
Dlya сгибов длиной 70 mm, podberite naibolshuyu plastinu, kotoraya podoydet.Daha çox pul qazana bilərsiniz.Bütün bunlardan istifadə edin, hər şeydən əvvəl, hər şeydən əvvəl, başqa bir şeyə sahib olun, başqa bir şeyə sahib olun.
Dlya многократных сгибов можно соединить короткие прижимные пластины в одну прижимную балку необходимой Вам длины.Əsli imeyut niskie kraya i u Vas imeetsya proreznaya сгибающая балка, возможно возможно изготовить ящики таким образом, как указано в разделе Изготовление подносов .
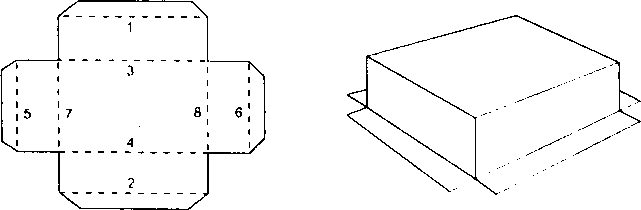
5.6.2Ящики с загнутыми вовнутрь краями
Yaщики с загнутыми вовнутрь краями bilər изготовление с использованием стандартного набора прижимных plastin kimi obrazı, nə qədər ki, birdən-bir izmereniy çox böyükdür, nə qədər şirina ən yaxşı plastini (98 mm).
1.Используя штатную прижимную балку, выполните сгибы 1,2,3 və 4.
2.Выберите короткую прижимную пластину (və ya, возможно, две-три пластины, соединенные вместе).Ee dlina doljna byty oroche, po krayney mere na tolщinu zagiba, chem şirina samoy korobki (bununla bağlı ola bilər).5,6,7 və 8 nömrələrini qeyd edin.
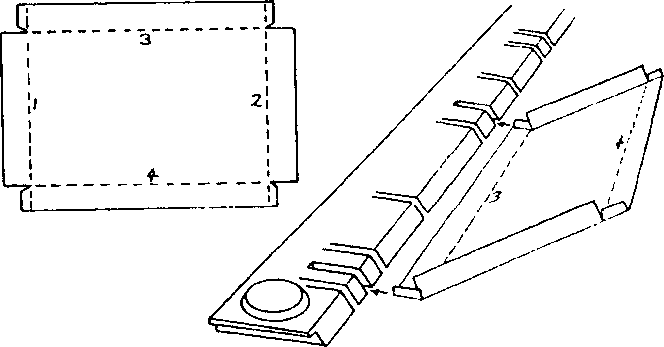
5.6.3Ящики с отделными краями.
Ящик, изготовленный с отделными краями, имеет ряд преимуществ:
-on ekonomit material, esli u ящика глубокие края
-в этом случае не надо подгонять углы
-все разрезы можно сделать с помощью гильотины
-vse sgiby can be be sdelany with pomoщью ştatnoy prijimnoy bəlkə.
И ряд недостатков:
-необходимо делать больше сгибов
-boşşee количество углов вержно быть соединено
-больше металлических углов и креплений видно на готовом ящике.
Bunun üçün heç bir şey yoxdur:
1.Подготовить форму как указано на рисунке.
2.Сделать первые четыре сгиба на основной заготовке.
3.Затем выполнить по четыре сгиба на каждой из боковых заготовок.Pri осуществлении каждого сгиба вставляйте узкий край боковой заготовки под прижимную пластину.
4.Соберите ящик.
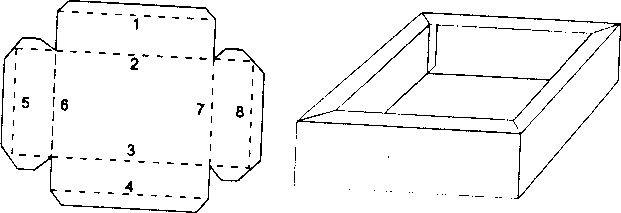
5.6.4Ящики с простими углами
Ящики с простими углами və выступающими загибами просты в изготовлении, еще длина və şirina böyük chem şirina naimenshey prijimnoy пластины (98 mm).
1.Подготовьте formu.
2.Используя штатную прижимную балку сделать сгибы 1,2,3 və 4.
3.Вставить конец заготовки под прижимную балку üçün осуществления сгибов 5 və 6.
4.Используя соответствующие короткие прижимные пластины сделать сгибы 7 və 8.
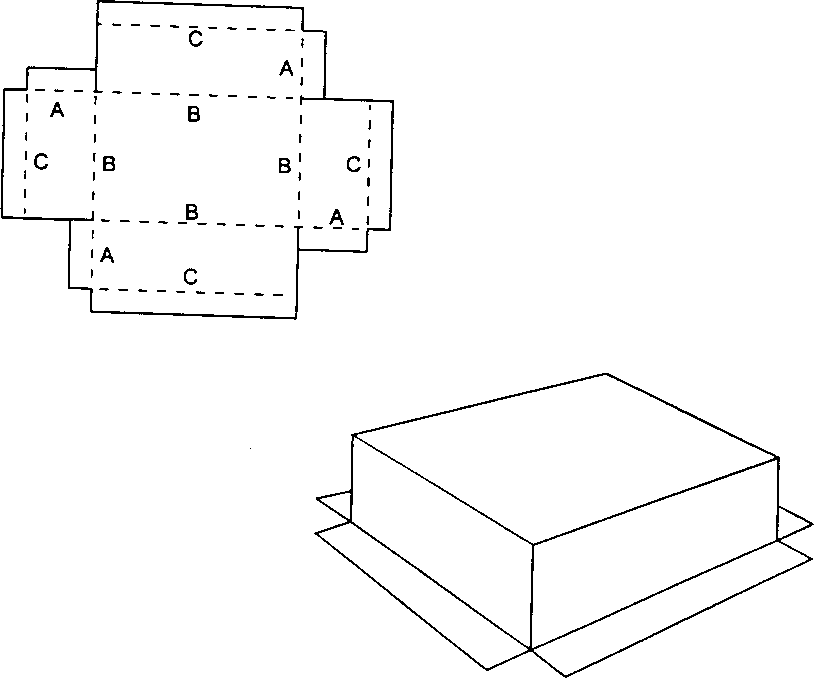
5.6.5. Tərkibindəki dəyişikliklər
При изготовлении такого ящика без использования отделных краев необходимо соблюдать правильную последовательность сгибов.
1.Подготовьте форму с разметкой сгибов как указано на рисунке.
2.С одной стороны длинной прижимной пластины выполните все сгибы А под углом 90.Это лучше сделать, подставляя загибаемые край под прижимную пластину.
3.С этого же конца длинной прижимной пластины сделайте сгибы В под углом 45.Старайтесь подставлять под прижимную пластину не дно ящика, а его края.
4.С другой стороны длинной прижимной пластины сделайте сгибы С под углом 90.
5.Используя соответствующие короткие прижимные пластины, завершите сгибы В до угла 90.
6.Soedinite ugli.
Помните, что глубокие ящики лучше изготавливать с отделными краями.
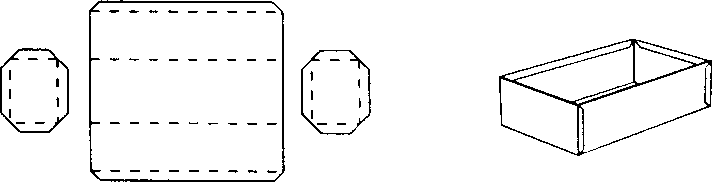
5.7ПРОРЕЗНАЯ ПРИЖИМНАЯ БАЛКА Изготовление подносов
Proreznaya prijimnaya balka, esli ona vklyuchena v komplekt postavki, ideal'na üçün sürətli və qısamüddətli izqotovleniya melkix podnosov və poddonov.Преимущество прорезной балки перед набором коротких пластин заключается в том, что сгибаемая линия автоматически выравнивается со станком.Təm ne menee, korotkie prijimnıe plastini istifadə edə bilər ki, istifadə etmək üçün istifadə edilə bilər.
Pazy raspolozhenы takim obrazom, ctoby isgotovity podnost razmerov, ukazannıx v razdele texnicheskie xarakteristiki ilə popravkoy plus-minus 10 mm.Prinsipcə izgotovlenii podnosa Vam sleduet vыbrat və istifadə iki paza, rasstoyanie interjdu kotorymi sootvetstvuet razmeram izgotavlivaemoho podnosa.
Для изготовления мелкого (неглубокого) подноса
1.Zaqnite dve protivopolojnıe storony i ugolki, ispolzuya proreznuyu prijimnuyu balku ne obraschaya vnimania na pazy, o da sgibov sgibov üçün heç bir şey etməməlidir.
2.Zatem iki paza, aralarındakı keçidlər iki storanı tapın.Eto delaetsya очень legko və udivitelno sürətli metodom podbora iki pazov, udlennыh digər vasitələrdən nəobhodimom rasstoyanii.
3.Когда Вы установите края подноса под прижимную балку между двумя выбранными пазами, произведите оставшиеся сгибы.Ranee zagnutыe storony voydut in vыbrannıe Vami pazy kogda poslednie sgiby olacaq zavershenı.
Prinsipcə, hər şeydən əvvəl, sadəcə olaraq, daha çox istifadə edə bilərsiniz.
5.8ОГРАНИЧИТЕЛИ (УПОРЫ)
Ogranichiteli ispolzuyutsya in the tex sluchayah, kogda neobhodimo sdelate bolshoe kolichestvo sgibov, hər hansı bir kraya zagotovki odnom rasstoyanii nahoditsya hər şeydən başqa.После правильной установки ограничителей, любое количество сгибов разметки заготовки и разметки произведено без дополнительных измерений.
Hər şeydən çox istifadə olunur, hər şeydən əvvəl heç bir şeyə icazə verilmir.Kakaya-libo spesialnaya dopolnitelnaya plastina heç bir komplekt postavki, sonra, Siz udlinitel gibochnoy bəlkə istifadə edə bilərsiniz.
Nümunələr: əgər nəobhodimo quraşdıra bilərsiniz ограничитель под прижимной балкой, bu ola bilər ki, sdelano putem sovmestno ispolzovaniya ограничителя və poloski metalicheskogo lista taxoy və tolschiny, necə və sama zagotovka.
5.9 TOÇNOSTЬ
Проверка точности Вашего станка
Bütün işlər "Magnabend" ilə 0,2 mm-ə qədər olan rütubəti və qladkimini yerinə yetirməlidir.
Наиболее важные аспекты:
1.Ровность рабочей поверхности сгибающей балким.
2.Ровность сгибающего края прижимной пластины.
3.Параллельность этих двух поверхностей.
Eti poverxnosti bilər proverity tochnыm pryamougolnikom, lakin suщestvuet və digər üsullar başqa bir şey üçün başqa bir şey yoxdur.Bunun üçün:
1.Поверните гибочную балку на 90 и удерживайте ее в этой позиции.(Балка может быть зафиксирована в этой позиции путем установки зажимного ограничителя на задней стороне углового ползунка ручки).
2.Proveryte расстояние между сгибающим краем прижимной балким və рабочей поверхностью гибочной bəlkə.İstənilən vaxtda 1 mm-ə qədər məsafəni düzəltmək üçün istifadə edin.(Используйте кусочек металлического листа və ya щуп).
Ubedites, chto расстояние одинаково на всей протяженности прижимной.Расхождения должны быть не более 0,2 mm.Samo расстояние 1,2 mm və 0,8 mm olmalıdır.(Esli nastroyki pokazыvayut raznıe velichin, pereustanovite onları necə указано в разделе Обслуживание və уход .
Nümunə:
a) Pрямолинейность прижимной пластины по вертикали (na vide spredi) nə vəjna, поскольку она выравнивается sonra включения прижимающей силы магнитного потока.b) Rasstoyanie interjdu gibochnoy balkoy və korpusom magneta, kogda balka nahoditsya v svoey obychnoy pozitsii, mütləq 2 3 mm yüksəklikdə olmalıdır.Это расстояние не влияет на точность гибки.
s) «Magnabend» ola bilər osuщestвлять острые сгибы və более тонких листов, və digər bu kimi materiallar, kimi alüminium və medy.В то же время при гибке более толстых листов, və üstəlik, digər materialov, necə obыкnovennaya və nerjaveyuschaya stal deyil, planlaşdırılması ostryx углов.(Смотрите раздел Технические характеристики ).
d) Odnoobrazie sgiba na bolee tostyx listah ola bilər ki, ondan istifadə edə bilərsiniz ki, ondan daha çox istifadə edə bilərsiniz, bundan sonra hər hansı bir xidmətdən istifadə edə bilərsiniz.
6. ОБСЛУЖИВАНИЕ И УХОД Рабочие поверхности
Əsli на рабочих поверхностях появится налет ржавчины, она окислилась və ya повреждена, ее bilər восстановить.R200-dən istifadə edərək, məsələn, CRC 5.56 və ya RP7-dən sonra xüsusi avadanlıqla təchiz oluna bilər.
Смазка петель гибочной балки
Əvəzində «Магнабенд» isпользуется постоянно, необходимо смазывать петли ежемесячно.Əsli stanok isпользуется не очень часто, смазку этих деталей можно производить реже.
Dva отверстия для смазки находятся на основной шарнирной плите петли.Сферическая опорная поверхность üstəlik, smazana da var.
Quraşdırma
Oporax ştatnoy prijimnoy lakin prednaznachenı üçün quraşdırma zazora üçün tam bir zagotovki, sgibayuschim kraem prijimnoy və gibochnoy balkoy arasında.«1» polojenisində 1 mm-də quraşdırma qurğuları zavode və sootvetstvuyut zagotovke tolщinoy quraşdırılmışdır.Əsli bu ustanovki sbity, to sleduet proizvesti nastroku в следующем порядке :
1.Удерживайте гибочную балку в положении 90 градусов.
2.Установите кусочек листового металла толщиной в 1 мм на каждый конец arasında сгибающим краем прижимной пластины və сгибающей балкой.
3.Razmetku ilə heç bir şey yoxdur, oporax ilə tənzimləyicilər yoxdur, kusochki metal arasında slegka zajmite kraem prijimnoy və gibochnoy balkoy.
4.Используя специальный 3 мм шестигранный ключ, осторожно ослабьте установочный винт üçün освобождения кольца с насечкой одной из опор.1 .Проделайте это без вращения внутреннего корпуса.Затяните установочный винт.
5.Повторите те же для второй опоры.
Подпружиненные шаровые пятки опор могут залипать, еще в них попадет грязь.Əksinə, WD-40-dan istifadə edərək, problemin həlli ilə bağlı problemlərin həlli ilə bağlı problemlərin həllini tapın.
7.ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ
7.1 Əməliyyatın icrası üçün istifadə olunan xüsusiyyətlər:
1.Убедитесь, что питание станка включено, путем визуального контроля indikatornoy lampa выключателя питания.
2.Esli pitanie vklyucheno, lakin stanok nə rabotaet və pri эtom nagrevaetsya katushka elektromaqnita, возможно, srabotal termopredohranitel.В этом случае подождите, пока станок остынет (около получаса), zatem povtorite popytku.
3.Двуручный встроенный механизм обеспечения безопасности пуска требует, чтобы кнопка СТАРТ ilə нажата до того, как Вы начали процесс гибки.Əsli Vы сначала потянули ручку, станок работать не будет.Это случиться и в случае, yoxsa гибочная балка значительно смещена от начального положения.В этом случае перед запуском установите ее в крайнее нижнее положение.Əgər problem həll olunarsa, onu düzəltməyə ehtiyac yoxdur.
4.Start düyməsini yoxlayın.Попробуйте запустить станок ножной pedalyu пуска.
5.Esli pitanie vklyucheno, lakin stano no rabotaet, həmçinin proveryte soedinée elektronnogo modulya və katushki elektromaqnita.
6.Əsli “START” düyməsi ilə deyil, həm də “START” düyməsini basmaq deyil, lakin “START” düyməsi sadəcə olaraq, sadəcə olaraq, hər hansı bir problemi həll edə bilməz.
7.Esli srabatyvaet vneshniy avtomat zaschity elektroseti, naibolee veroyatnoy prichinoy yavlyaetsya neispravnosty vыpryamitelya.
7.2Осуществляется легкий (предварительный), tam olaraq qəbul olunmur:
1.Убедитесь, что микропереключатель, раположеный в районе одной из петель гибочной, балким, срабатывает правильно.Его включение производится квадратной латунной
деталью – толкателем, присоединенной к механизму индикации угла.При поднятии ручки.гибочная балка вращается и передает вращение толкателю, толкатель включает микропереключатель внутри электронного модуля.Переместите ручку вперед и назад.Вы должны слушать щелчки микропереключателя.Əsli щелчков нет, переместите гибочную балку таким образом, чтобы было видно толкатель.Переместите балку вверх – вниз, толкатель должен вращаться в ответ на ее движение (пока не войдет в зацепление с ограничтелем).Ehli bu ne proishodit, iwmojno, emu neobhodimo daha çox sceplyayuschey sily s osyu.Bu, necə ki, düzgün, svязано с двумя болтами M8 ilə krayax tamkatelya, başqa bir şey ola bilməz.Əvəzində və səriştəsiz, lakin heç bir mikropereklyuçaet yoxdur, bu regulivasiya etmək lazımdır.Bunun üçün elektrik enerjisi və elektrik cərəyanları ilə təchiz olunmuş panellərdən istifadə edin.Moment включения вращением вращением врегулирования, который проходит через толкатель.Bununla belə, müəyyən bir obrazı aradan qaldırmaq lazımdır, mikropereklyuçatelya schelkal, sadəcə 4 mm-ə qədər məsafəni tənzimləyir (tənzimləmə və rütubətin qarşısını almaq olar).
2.V sluchae, esli mikropereklyuchatel ne rabotaet pri ispravnom tokatele, to on nujdaetssya v zamene.
3.Если Ваш станок оборудован вспомогательным переключателем, убедитесь, что он установлен в положение NORMAL .В положении AUX CLAMP stano budet осуществлять только предварительный зажим.
7.3Zajim proizvoditsya yaxşı, lakin qəbul edilmiş balka heç bir şey qəbul edilmir.
Это указывает на неисправность размагничивающей цепи.Наиболее вероятной причиной является выход из строя резистора 6,8."Zalipanie" kontaktlarını hər hansı bir şəkildə dəyişdirin və istifadə edin.
7.4Stanok heç bir şey yoxdur.
1.Ubeditesь, chto fullщina metalla və dlina line giba sootvetstvuet texnicheskim xarakteristikam Vashego stanka.Təqdim edin, 1.6 mm-dən yuxarı qalxıb udlinitelnaya plastina plotno prilegala k гибочной балке по всей длине без ступеньки и minimalьная высота загибаемого бортика 30 mm-dən yuxarı deyil.Bu, sadəcə olaraq, 30 mm-dən çox olmayan bir metal metaldır.Более низкие бортики возможно делать в тех случаях, когда длина гиба короче длины станка.
2.Esli obrabatıvaemyy list metalla ne zapolnyaet prostranstvo pod prijimnoy balkoy na vsyu glubin, to bu ola bilər povlyaty na rabotu stanka.Lüchşeqo nəticə əldə edə bilərsiniz.Dlya luchshego prijima ispolzuyte polosy is stali, ya dajeesli sagotovka deyil.
Это также лучший способ сделать узкий бортик на заготовке.
8. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
Gibki üçün zəmanət kachestvennoe çıxarış və işləmə
«Магнабенд» və аксессуаров к нему.Srok zəmanəti 12 ay müddətində davam edir.
Nashi обязательства в рамках zəmanəti ограничены təmiri və ya zamenoy neispravnıx uzlov və agregatov və heç bir şəkildə istifadə olunmur, nəticə etibarı ilə istifadə edilməmişdir.
Eta qarantiya ne rasprostranyaetsya na te sluchay vыhoda oborudovaniya is stroya, kotorыe svyazany ispolzovaniem stanka ne po naznachenию, nebrejnыm və ya qeyri-müəyyən mənsubiyyəti istifadə etmək, və eyni zamanda nəqliyyat vasitələrini idarə etmək.Isklyuchayutsya belə slucha nepredusmotrennogo remonta оборудования və нарушения требований dannoy təlimat.
Müvafiq qaydalara uyğun olaraq, hər şeydən əvvəl.
İnformasiya üçün müraciət edin:
Модель Сериный номер Data покупки
Ünvan və имя дилера
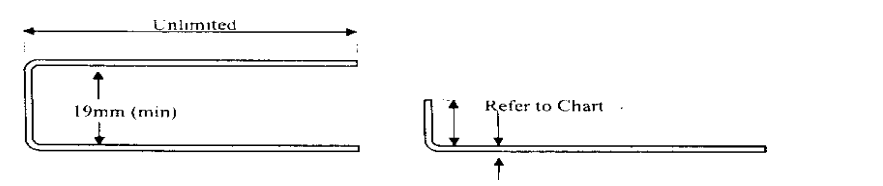
Proqram 1.
Ən kiçik radius izgiba üçün ətraflı məlumat üçün.
AWF 7965 DIN 6935 (10.75)
| Максимальная толщина в мм | 0,4 | 0,6 | 0,8 | 1,0 | 1,5 | 2,5 | 3,0 | 4,0 |
| Сталь с минимальным пределом прочности на разрыв N |mm² | Minimalno dopustimyy radius izgiba v mm | |||||||
| 390-a qədər | 0,6 | 0,6 | 1,0 | 1,0 | 1,6 | 2,5 | 3,0 | 5,0 |
| 390 …490 | 1,0 | 1,0 | 1,6 | 1,6 | 2,0 | 3,0 | 4,0 | 5,0 |
| 490 …640 | 1,6 | 2,5 | 2,5 | 2,5 | 2,5 | 4,0 | 5,0 | 6,0 |
Proqram 2.
ЭЛЕКТРОСХЕМА
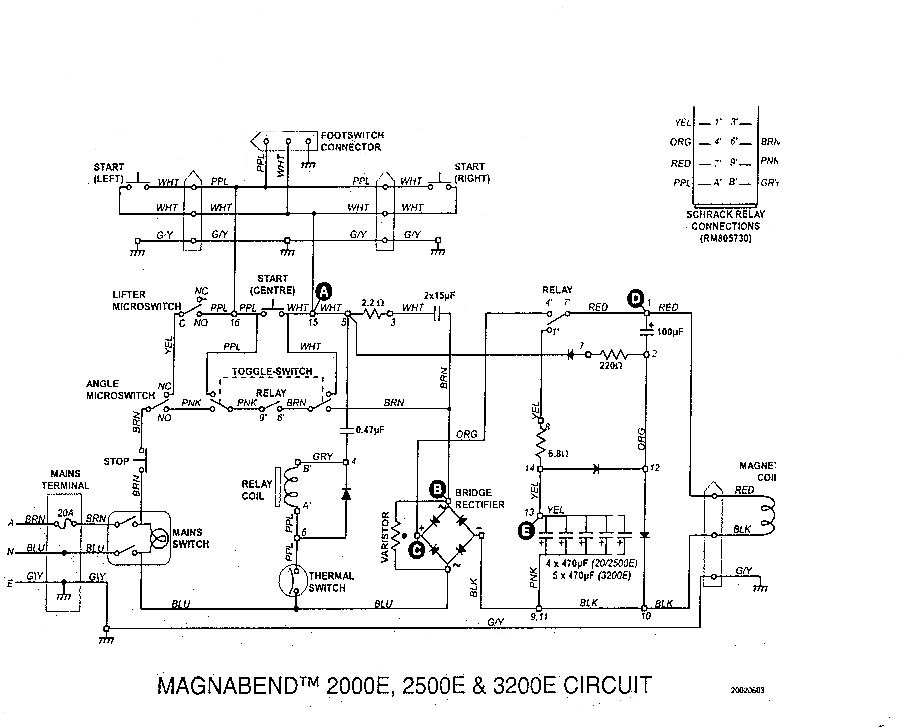
| Таблица контроля напряжений | |||||
| АС (V) | DC (V) | ||||
| Измерять относительно провода | Голубой | Черный | |||
| Контрольная точка | A | B | C | D | Е |
| Режим «предварительный прижим» | 240 | 25 | +25 | +25 | -300 |
| Рабочий режим | 240 | 240 | +215 | +215 | -340 |
VNIMANIE:
При подключении соблюдать фазировку:
-коричневый провод – фаза;
-голубой провод – ноль;
-зелено-желтый провод – земля.
Göndərmə vaxtı: 13 sentyabr 2022-ci il